

Forging vs Casting: How to Choose the Right Metal Forming Process for Your Part
Introduction
Forging and casting are both net-shape or near-net-shape metal forming processes – but they produce fundamentally different internal structures, mechanical properties, and cost profiles. A crankshaft that should be forged but is cast will fail prematurely. A complex valve housing that should be cast but is specified for forging will cost 3x more than necessary. The process selection decision is one of the highest-leverage engineering choices in metal part design.
This guide gives you a systematic framework for choosing between forging and casting based on the factors that determine part performance and cost: mechanical properties, geometry, material, volume, and application criticality.
Process Overview
Forging
Forging applies compressive force to a heated metal workpiece – using hammers, presses, or rolls – to shape it while simultaneously improving its internal grain structure. The forging process works the metal, breaking up porosity, aligning grain flow with part geometry, and producing a dense, directionally-strong microstructure.
Process variants: Open-die forging (large, simple shapes), closed-die forging (complex net-shape parts in a die), ring rolling (rings and flanges), roll forging (bars and rods).
Casting
Casting pours molten metal into a mould and allows it to solidify. The mould defines the part geometry; the metal fills complex cavities that would be impossible to forge. Casting produces a randomly-oriented grain structure with some inherent porosity risk, but enables geometrical complexity that forging cannot achieve.
Process variants: Sand casting (large parts, low tooling cost), investment casting (complex geometry, excellent surface finish), die casting (high-volume non-ferrous), lost-foam casting.
Mechanical Properties: The Most Critical Difference
This is where forging wins decisively. The forging process produces:
- Grain flow aligned to part geometry: In a forged crankshaft, grain lines follow the contour of the pin journals and web, maximising fatigue resistance along stress paths. A cast crankshaft has random grain orientation.
- Higher strength and toughness: Forged steel typically achieves 20-30% higher yield strength and 30-50% higher fatigue life than equivalent cast steel at the same alloy and heat treatment.
- No porosity: Forging works out internal voids. Casting always carries some porosity risk (managed with process control, but never eliminated).
- Better impact resistance: Forged parts absorb impact energy through plastic deformation before fracture; cast parts tend to fracture more abruptly.
Practical consequence: Any part that carries cyclic loading (fatigue), impact loads, or safety-critical stress must be forged. Any part where weight reduction per unit strength is the design goal should be forged.
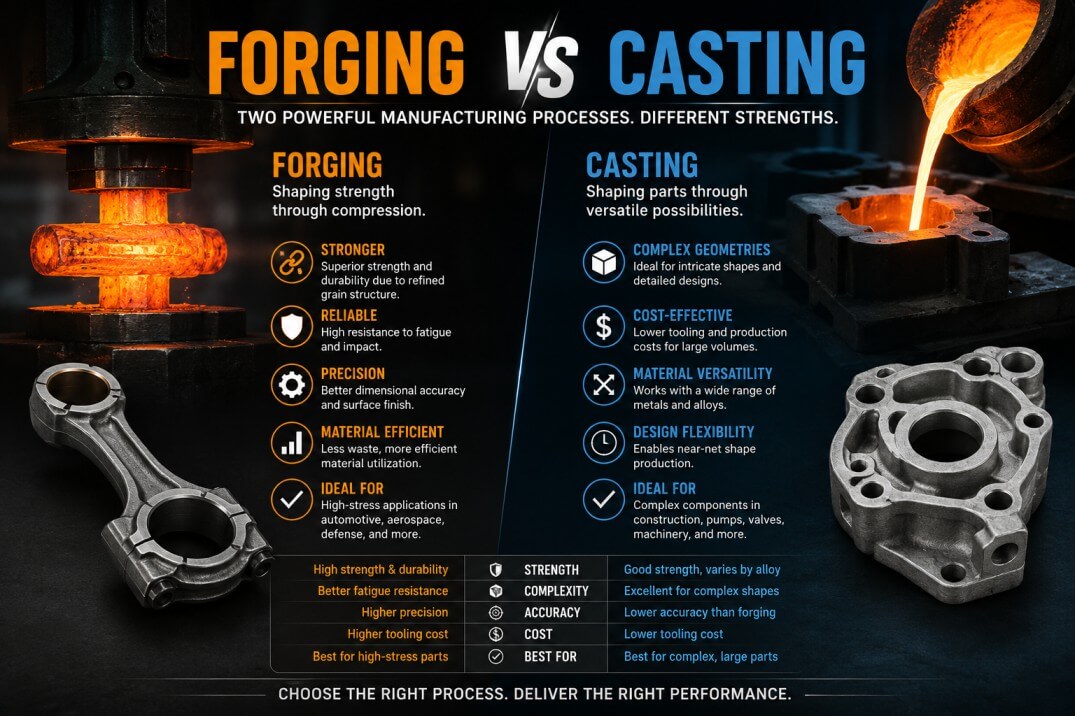
Head-to-Head Comparison
- Mechanical Strength: Forging – Superior (20-30% higher UTS vs cast equivalent) | Casting – Good (adequate for many applications)
- Fatigue Life: Forging – Very High (grain flow alignment) | Casting – Moderate (random grain, porosity risk)
- Porosity: Forging – None (compressive process eliminates voids) | Casting – Present (managed but inherent)
- Geometry Complexity: Forging – Limited (parting line constraint, no internal cavities) | Casting – Excellent (internal passages, complex 3D geometry)
- Material Range: Forging – Steel, aluminium, titanium, nickel alloys | Casting – Virtually any metal including superalloys
- Surface Finish (as-formed): Forging – Moderate (Ra 3.2-6.3 micron) | Casting – Good (investment: Ra 1.6-3.2 micron)
- Dimensional Tolerance (as-formed): Forging – Medium (+/- 0.5-2mm) | Casting – Better for investment (+/- 0.1-0.25mm)
- Tooling Cost: Forging – High ($20,000-200,000 for closed-die) | Casting – Medium-Low ($3,000-50,000)
- Unit Cost (volume): Forging – Low at high volume | Casting – Low to medium
- Best Volume: Forging – 5,000-1,000,000+ units/year | Casting – 100-500,000 units/year
When to Use Forging
Forging is mandatory or strongly preferred when:
- Part carries cyclic/fatigue loading: crankshafts, connecting rods, wheel hubs, axle shafts, gear blanks, surgical implants, aircraft structural components
- Part must not fail catastrophically: safety-critical fasteners, aircraft landing gear, engine connecting rods, suspension knuckles
- High strength-to-weight ratio is required: aerospace structures, race car components, high-performance automotive parts
- Impact resistance is critical: hand tools, mining equipment, off-highway vehicle components
- The geometry can be formed with simple parting lines and no internal cavities
When to Use Casting
Casting is preferred when:
- Part has complex internal geometry: valve bodies with multiple ports, pump casings with internal volutes, turbine blades with internal cooling channels
- Material is a superalloy, cast iron, or titanium alloy where forging is impractical or prohibitively expensive
- Volume is below the threshold for forging die amortisation (typically below 5,000 units/year)
- Part is structural/static with no fatigue loading: brackets, housings, manifolds, frames
- Near-net shape with tight tolerances is required without post-machining: investment cast valve bodies at +/- 0.15mm
Material-Process Compatibility
Aluminium Alloys
Both forging (6061-T6, 7075-T6) and casting (A356, A380 die cast) are mature. Forged aluminium is preferred for structural aerospace and automotive (wheels, suspension). Cast aluminium dominates for housings, engine blocks (die cast), and decorative applications.
Steel and Alloy Steels
Steel forgings (4140, 4340, 8620) are the backbone of automotive and industrial power transmission. Cast steel (investment cast or sand cast) handles complex housings and valve bodies. Cast iron (grey, ductile) remains dominant for engine blocks, brake discs, and machine beds – rarely forged.
Titanium
Titanium forging (Ti-6Al-4V) is standard for aerospace structural components (frames, fasteners, landing gear). Titanium casting (investment cast) handles complex aerospace fittings and biomedical implants. Both require inert atmosphere or vacuum to prevent oxidation during processing.
Nickel Superalloys
Nickel superalloy forgings (Inconel 718, Waspaloy) are used for turbine discs, compressor blades, and high-temperature structural parts. Nickel superalloy castings (investment cast) produce turbine blades with cooling channels. These are complementary – turbine disc = forged; turbine blade = investment cast.
India’s Forging and Casting Ecosystem
India is the world’s second-largest forging industry (after China) with annual output exceeding $5B. Rajkot is Asia’s largest forging cluster. Pune, Aurangabad, and Ludhiana are major secondary clusters. Key capability: steel forgings for automotive (crankshafts, connecting rods, axle beams, flanges), industrial (flanges, fittings), and oil and gas (pressure vessel components, pipeline fittings).
India’s casting industry is also globally significant, with investment casting, sand casting, and die casting capabilities in Coimbatore (pumps, compressors), Rajkot (valves, fittings), Pune (automotive castings), and Kolkata (heavy castings). Indian investment castings supply aerospace and defence OEMs globally.
Key Takeaways
- Choose forging for fatigue-loaded, impact-resistant, safety-critical parts where grain flow alignment and absence of porosity are functional requirements.
- Choose casting for geometrically complex parts, superalloy and cast iron materials, lower volumes, and applications where geometry cannot be achieved by forging.
- Forging produces 20-30% higher strength at equivalent alloy and heat treatment – this is a structural property advantage, not just a process preference.
- India is the world’s second-largest forging industry with a mature export base: Rajkot, Pune, and Ludhiana clusters supply global automotive and industrial OEMs.
- The forging vs casting decision should be made during design – switching processes after tooling investment is expensive and disruptive.
FAQ
Q: Can a part be designed for forging and then switched to casting to save money?
A: Only if the application does not require forging’s mechanical properties. Switching a fatigue-loaded part from forging to casting to save tooling cost is a safety risk – casting will have lower fatigue life. For non-fatigue-loaded structural parts (brackets, housings), switching can be economical if geometry is compatible.
Q: What is the typical tooling cost difference between forging and investment casting?
A: Closed-die forging tooling: $20,000-200,000 depending on part complexity and material. Investment casting wax die tooling: $3,000-30,000. The tooling cost gap means casting is more economical below approximately 5,000-10,000 units/year; above that volume, forging’s lower unit cost makes it preferable for compatible geometries.
Q: How do I specify forging quality on a drawing?
A: Key specifications: material grade and heat treatment (e.g., AISI 4340, quench and temper to 40-45 HRC), forging grain flow direction (specify if critical), forging class (per ASTM A788 or equivalent), Charpy impact test if required, ultrasonic testing for internal discontinuities per ASTM A388, and dimensional tolerances per DIN 7526 or equivalent forging tolerance standard.